Small Scale Processing Systems

Small-Scale Processing Systems
Flavourtech’s small-scale processing systems bring proven flavour recovery, extraction, concentration and dealcoholisation technologies to pilot plants, R&D facilities, universities and specialist manufacturers. Designed for product development, process validation and small-batch production, these compact versions of the company’s large-scale systems provide a practical pathway from concept to commercialisation.
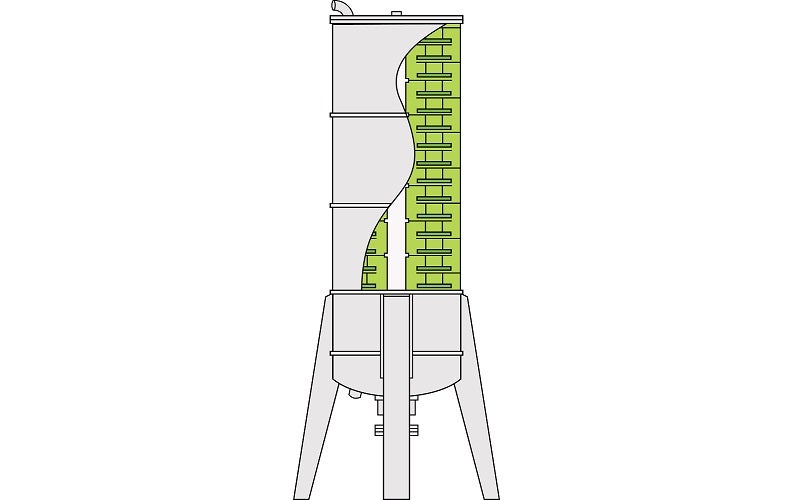
Spinning Cone Column SCC100
Designed for aroma recovery, flavour extraction, dealcoholisation and coffee/tea processing, the SCC100 enables manufacturers to work with delicate products while maintaining product quality and sensory characteristics.
The SCC100 brings Flavourtech’s proven Spinning Cone Column technology to research facilities, pilot plants and small-scale commercial production.
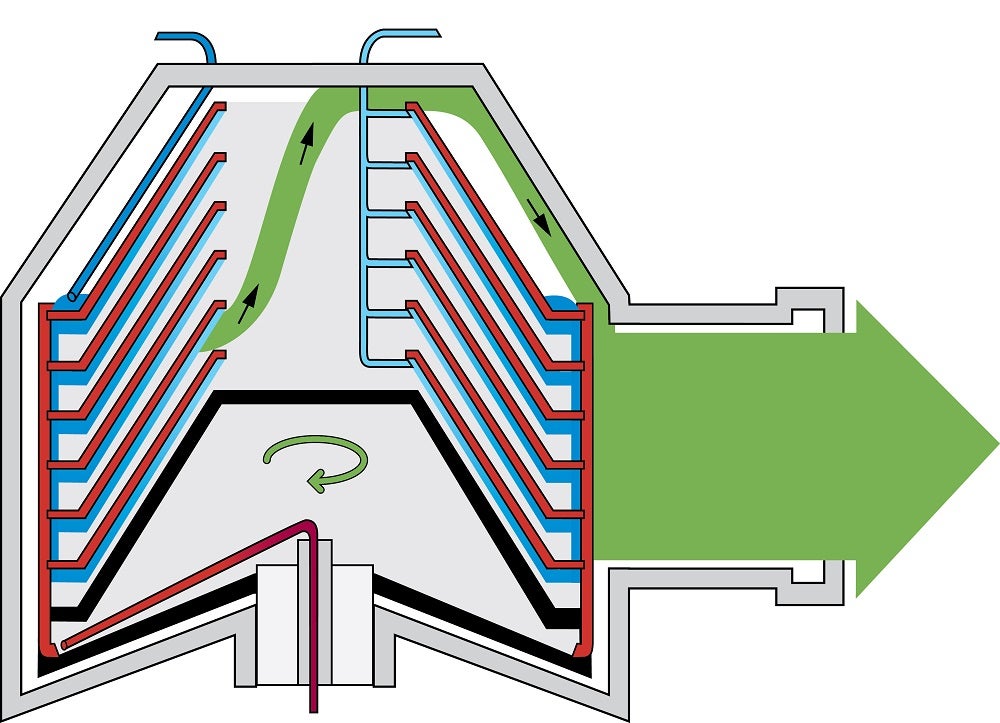
Using thin-film vacuum distillation, the SCC100 provides highly efficient separation of volatile compounds with precise process control. The system can handle a broad range of feed materials, from clarified liquids through to products containing suspended solids, making it a versatile platform for product development and specialist manufacturing.
Key benefits of the SCC100
- Recover natural aromas and flavours with high efficiency
- Process heat-sensitive products under gentle operating conditions
- Suitable for liquids, slurries and viscous products
- Ability to recover various aroma profiles from the same raw material via easily adjusted operating parameters
- Supports development of premium and low-alcohol beverage products
- Compact, easy-to-operate system for pilot plants and R&D facilities
Applications
Aroma Recovery – Capture and preserve natural aroma compounds from fruit, vegetables, coffee, tea and botanical ingredients.
Dealcoholisation – Produce no- and low-alcohol beverages while retaining desirable flavour characteristics.
Flavour Extraction – Extract natural flavour compounds for use in food, beverage and ingredient production.
Product Innovation – Develop new beverage formulations, functional products and premium consumer offerings.
Available SCC100 Models
SCC100-C – Designed for clarified juices, extracts and liquid products.
SCC100-W – Optimised for de-alcoholisation of beer, wine, cider and spirits.
SCC100-S – Suitable for products containing solids, including coffee, tea, fruit and vegetable purees and slurries.
Centritherm® evaporator CT1
The Centritherm® evaporator is a compact system engineered for concentration of products where flavour, colour and functionality matter. Developed for pilot-scale processing and research environments, the small-scale CT1 enables efficient concentration of heat-sensitive, high-value and viscous liquids while preserving product integrity.
Its thin-film evaporation design creates rapid heat transfer at low operating temperatures and with extremely short product residence times, allowing concentration to occur with minimal thermal exposure. This makes the CT1 particularly well suited to the concentration of tropical fruit, botanical extracts, premium ingredients and bioactives.
Key benefits of the CT1
- Maintain colour, flavour and active compounds
- Suitable for viscous and difficult-to-process liquids
- Concentrate valuable products with minimal volume loss and thermal damage
- Achieve high concentrations in a single pass (may be used as a finisher prior to drying).
- Compact, easy-to-operate system for pilot facilities and laboratories
- Supports process development and scale-up projects
Applications
Tea and Coffee Concentrates – Produce premium concentrates while retaining aroma.
Fruit and Vegetable Concentrates – Increase concentration without compromising sensory or functional properties.
Botanical Processing – Gently remove solvents and concentrate plant-derived compounds.
Functional Ingredients – Concentrate vitamins, enzymes and bioactive ingredients with care.
Many concentration technologies expose products to prolonged heating, potentially affecting quality. The CT1 is designed to minimise product exposure to heat, helping manufacturers maintain the characteristics that consumers value most.
The CT1 offers evaporation capacities of up to approximately 50 kg/hour, depending on feed composition and operating conditions.
Resin Adsorption Column RAC1
The RAC1 Resin Adsorption Column has been developed to help beverage producers create flavourful alcohol-free products without relying on externally sourced flavour additives.
Working in conjunction with Flavourtech’s SCC100-W, the RAC1 recovers aroma compounds from the alcoholic flavour stream exiting the SCC and transfers them into a non-alcoholic aqueous solution. These natural aromas can then be reintroduced into the finished beverage, helping preserve product character while still achieving a final alcohol level of <0.05% abv.
Key benefits of the RAC1
- Recover naturally derived aroma compounds
- Enhance flavour retention in alcohol-free beverages
- Reduce reliance on external flavour additions
- Integrates seamlessly with SCC dealcoholisation systems
- Supports development of premium zero-alcohol products
- Compact, easy-to-use solution for pilot-scale and research applications
The RAC1 uses adsorption and desorption technology to selectively capture desirable aroma compounds from flavour condensates generated during dealcoholisation.
These compounds are subsequently released from the RAC1 into an alcohol-free solution, creating a natural flavour stream that can be blended back into the final product, avoiding the need to add external flavourings to zero alcohol beverages.
Applications
Alcohol-Free Wine – Preserve varietal and fermentation-derived flavour characteristics of wine.
Alcohol-Free Beer – Retain authentic beer aroma profiles throughout the dealcoholisation process.
Alcohol-Free Spirits – Support flavour complexity and product differentiation of zero alcohol spirits.
The RAC1 is particularly valuable for beverage producers responding to growing consumer demand for premium no-alcohol products. It allows manufacturers to maintain flavour authenticity while pursuing zero-alcohol product development.
Get in touch to explore how Flavourtech’s pilot-scale technologies can help bring your product from concept to commercial reality.